This report highlights the best practices captured in the management of Tail-Gas Treatment Unit (TGTU)’s hydrogenation CoMo catalyst throughout its lifecycle, these best practices were developed based on success story in operating the TGTU, which provides technical framework to manage TGTU unit performance throughout TGTU catalyst lifecycle. The aforementioned TGTU CoMo catalyst management best practices span across the whole catalyst lifecycle, starting from cradle stage of activating/sulphiding the fresh oxide-form catalyst up to grave stage of unloading & handling the spent catalyst to a safe location. Furthermore, stressing points have been provided to record special procedure to activate catalyst’s active sites (Cobalt & Molybdenum) in a process commonly known as “sulphiding”, as well as “passivation” procedure during TGTU catalyst unloading due to the presence of pyrophoric material such as Iron Sulphide (FeS) in the TGTU converter. This developed best practices provide solid reference point for future TGTU catalyst management throughout its lifecycle. Therefore, it can be adopted and consistently applied across other TGTU-based Sulfur Recovery Unit (SRU) plants in order to maintain the optimum Sulfur Recovery Efficiency (SRE), minimize plant downtime due to catalyst replacement and prevent unwanted environmental issues such as SOx emissions).
| Published in | Journal of Energy, Environmental & Chemical Engineering (Volume 9, Issue 3) |
| DOI | 10.11648/j.jeece.20240903.11 |
| Page(s) | 70-79 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2024. Published by Science Publishing Group |
CoMo Catalyst, Sulphiding, Passivation, Catalyst Assessment, Catalyst Unloading/Loading, SRE, SRU, TGTU
SN. | Activity |
|---|---|
Throughout the passivation process, care shall be taken for the below to allow a safe and complete passivation activity: | |
1 | Perform passivation with warm passivation air supply (approx. 200) to enhance the kinetics. |
2 | Gradually increase the passivation air supply until maximum achievable rate is obtained to ensure sufficient turbulence for preventing dead zone. |
3 | Continuously balance the air flow with nitrogen flow to control the oxidation process. |
The air passivation stage is undertaken until the below acceptance criteria are met: | |
Maximum passivation air supply (passivation air valve is fully open). | |
Zero nitrogen supply (N2 injection valve is fully closed). | |
No temperature increases (spikes) in all converter bed layers. | |
Temperature keeps dropping reaching ~120°F in all converter bed layers. | |
Uniform bed temperature profile (maximum of 5 - 10°F different between all layers). | |
Parameter | Target |
|---|---|
LEL Reading | Zero |
H2S Reading | Zero |
O2 Reading | Zero |
Bed Temperatures | <150 °F |
N2 Supply Pressure | ~20 PSIG |
TGTU Hydrogenation Converter Pressure | Maintain positive pressure of 0.5-2.0 PSIG |
SN. | Activity |
|---|---|
1 | Contractor to install the below unloading equipment in the area: 1. Vacuum Truck 2. Catalyst Hooper 3. Dust Filter 4. Flexible Hoses 5. Breathing apparatus 6. Fire-proof certified TV box unit for the purpose of monitoring interior activity. |
2 | De-Torqueing and remove the top manway, only one manway allowed to be opened to minimize O2 ingress to prevent unwanted pyrophoric flash event |
3 | Thorough site check performed to ensure no inadvertent N2 injection to train’s vessels except for subjected TGTU Hydrogenation Converter. |
4 | 1. The catalyst and ceramic balls vacuum-unloaded where two personnel wearing the required PPE and Supplied Air Breathing Apparatus (SABA) permitted to enter the vessel. 2. A TV box unit utilized to observe the whole process. A maximum of 30 minutes allowed for each employee to stay in the vessel before switching over with the backup crew. |
5 | The catalyst collected in drums, then screened, weighed, marked, labelled, and segregated. |
6 | SRU Process Engineers conducted a pre-inspection of the vessel, concluded with no findings (clean vessel roof, no rusty layers and no accumulated dust bellow grating). |
7 | SRU Process Engineers have marked the required catalyst level, carried out as per loading diagram. |
8 | Fresh catalyst has been loaded, SRU Process Engineers conducted visual inspection for each single layer to confirm the catalyst loading progress |
SN. | Activity |
|---|---|
1 | The spent catalyst needs to be stored and handled in drums equipped with plastic bag (to prevent O2 ingress). |
2 | The drums filled with water to wet/cool-down the spent catalyst and preventing unwanted pyrophoric flash event. |
3 | The drums allowed to be stored in T&I area not more than 24 hours. |
4 | The drums need to be transferred to waste handling contractor for safe disposal. |
TGTU | Tail-Gas Treatment Unit |
CoMo | Cobalt-Molybdenum Catalyst |
FeS | Iron Sulphide |
SRU | Sulfur Recovery Unit |
SRE | Sulfur Recovery Efficiency |
SOx | Sulfur Dioxides |
AAG | Amine Acid Gas |
SWAG | Sour-Water Acid Gas |
CMCC | Claus Main Combustion Chamber |
CMB | Claus Main Burner |
BTX | Benzene, Toluene, Xylene |
C-WHB | Claus Waste Heat Boiler |
COS | Carbonyl Sulfide |
CS2 | Carbon Disulfide |
LEL | Lower Explosive Limit |
MDEA | Methyldiethanolamine |
SABA | Supplied Air Breathing Apparatus |
SN. Step |
|---|
1. SRU Tail gas is routed to incinerator via TGTU bypass valve. |
2. Remove blinds in the system to provide the required flow paths. |
3. The TGTU must be purged and air freed. This is done by injecting N2 to pressurize the system up to 0.2 to 0.3. |
4. Start the water circulation in the quench column and commission the cooler controls. 5. Start the TGTU Preheater. The heat will be removed in the quench system and the gas is in recycle. Preheater setpoint (300°F), warm up rate max 30 °F/hour. |
6. Start the recycle ejector to circulate gas in the system as per highlighted flow path in Figure 3. |
7. Analyse the O2 content in the gas and continue N2 injection until the O2 content is < 0.1 vol%. |
8. Total gas flow to the reactor should be at least 25% of the design rate to heat up the catalyst bed evenly. |
9. Remain SRU Tail gas at H2S/SO2 ratio ≥ 20 to incinerator |
10. Commission the analysers (Tail gas analyser, hydrogen analyser, pH analyser) |
11. Caustic addition facility to quench water online with caustic pressure available up to injection valve. |
SN. Step |
|---|
1. Increase steam to the TGTU reheater and warm the reactor from 300°F to maximum 356 °F at a rate of 30 °F/hour, while maintaining nitrogen filled recycle including use of the ejector. |
2. Carefully close TGTU bypass valve to increase pressure of SRU tail gas to above recycle loop pressure. |
3. Open TGTU inlet valve to allow tail gas into recycle flow over TGTU reactor |
4. Test for the H2S content of the Reactor Inlet and analyse the H2 content with the analyser on the Quench Overhead 5. If H2 at around 2 vol%, gradually increase the temperature of the reactor bed to 410°F top bed temperature. Increase the reactor temperatures of a rate of 20°F/hour, and allow a Reactor exotherm of 50°F. If the exotherm exceeds 50°F, slowdown the heating rate by reducing the temperature from TGTU Preheater. Reduce SRU tail gas flow using TGTU inlet valve |
6. Soak the bed at this temperature (410°F) for a minimum of 8 to 12 hours to ensure complete activation of the catalyst. |
7. Following the soak time at 410°F, adjust Tail Gas flow to the TGTU reactor to maintain H2S, H2 content. |
8. Ramp up the temperature at a rate of 20°F /hour to 480 °F and hold the temperature for a minimum of 12 hours. |
9. If sufficient acid gas to the SRU is available to provide heat to the reactor, rather than closing the recycle valve, the ejector can be stopped. |
10. Check if sulphiding is complete by checking for breakthrough. Breakthrough can be confirmed by an analysis showing that the TGTU reactor inlet and outlet streams have the same H2S content (+- 10% relative).) |
11. Gradually reduce H2S/SO2 ratio to design ratio while ensuring H2 concentration remains 1 - 2 vol% (downstream reactor) and H2S remains > 1vol% |
| [1] | Mokhatab, S., Poe, W. A., Mak, J. Y. Handbook of Natural Gas: Transmission and Processing Principles and Practices. 4th Ed. Cambridge, USA: Gulf Professional Publishing; 2019, pp. 271-305. |
| [2] | Mohamed Fahim, Taher Al-Sahhaf, Amal Elkilani. In Acid Gas Processing and Mercaptans Removal. Fundamentals of Petroleum Refining, 1st edition. Oxford, UK: Elsevier; 2010, 377-402. |
| [3] | Shahryar Jafarinejad. Control and treatment of sulfur compounds, specially sulfur oxides (SOx) emissions from the petroleum industry: A review. Chemistry International. 2016, 2(4), 242-253. |
| [4] |
Sulfur Recovery Experts (SRE). Sulfur Recovery Process. Available from:
https://www.sulfurrecovery.com/sulfur-recovery-process (accessed 24 May 2024) |
| [5] | Ben Spooner, Farsin Derakhshan. Reducing CO2 In the Recycle Acid Gas From MDEA-Based Tail Gas Treating Units. In 2012 AIChE Spring National Meeting, Texas, USA, 2012. |
| [6] | Bernhard Schreiner. Der Claus-Prozess. Reich an Jahren und bedeutender denn je, Chemie in Unserer Zeit. 2008, 42(6), 378-392. |
| [7] | V. Wong, A. Sanchez, J. Flowers, T. Chow, D. Sikorski, N. Roussakis. Key Design Features for A Successful SRU Operation Implemented with Oxygen Enrichment Technology. 2010. |
| [8] | Mansour Al-Shafei, Ahmed Al-Asseel, Abdulhadi Adab, Hasan Al-Jama, Amer Al-Tuwailib, Shouwen Shen. Deactivation Mechanism of Titania Catalyst. Journal of Materials Science Research. 2016, 5(4), 22-33. |
| [9] | Flavio Manenti, Davide Papasidero, Giulia Bozzano, Sauro Pierucci, Eliseo Ranzi, Guido Buzzi-Ferraris. Total plant integrated optimization of sulfur recovery and steam generation for Claus processes using detailed kinetic schemes. Computer Aided Chemical Engineering. 2013, 32, 811-816. |
| [10] | P. D. Clark, N. I. Dowling, M. Huang. Conversion of CS2 and COS over alumina and titania under Claus process conditions: reaction with H2O and SO2. Applied Catalysis B: Environmental. 2001, 31(2), 107-112. |
| [11] |
The Petro Solutions. Tail Gas Treatment in Sulfur Recovery Unit Available from:
https://thepetrosolutions.com/tail-gas-treatment-in-sulfur-recovery-unit (accessed 24 May 2024) |
| [12] | John Specht, Pat Holub. SCOT Ultra Powers Performance, Hydrocarbon Engineering. 2017, 36-41. |
| [13] | Henrik Topsoe, Bjerne Clausen, Franklin Massoth. In Technological Aspects. Hydrotreating Catalysis: Science and Technology, 1st edition. Berlin, Germany: Springer-Verlag; 1996, Springer-Verlag, Berlin, Germany. 1-29. |
| [14] | Stephen N. Massie. Sulfiding of Tail Gas Catalyst Proper Preparation of Tail Gas Hydrogenation Catalyst for Long and Active Life. Gas Processors Association Europe Amsterdam, The Netherlands, 2008; |
| [15] |
Reactor Resources. Sulfiding 101 An Introduction to Sulfiding of Hydrotreating Catalysts Available from:
https://www.reactor-resources.com/sulfiding-services/sulfiding-101 (accessed 04 June 2024) |
APA Style
Muabber, A. M., Alharbi, A. J., Ermawan, D. R. (2024). SRU TGTU Hydrogenation Catalyst Lifecycle Best Practices. Journal of Energy, Environmental & Chemical Engineering, 9(3), 70-79. https://doi.org/10.11648/j.jeece.20240903.11
ACS Style
Muabber, A. M.; Alharbi, A. J.; Ermawan, D. R. SRU TGTU Hydrogenation Catalyst Lifecycle Best Practices. J. Energy Environ. Chem. Eng. 2024, 9(3), 70-79. doi: 10.11648/j.jeece.20240903.11
AMA Style
Muabber AM, Alharbi AJ, Ermawan DR. SRU TGTU Hydrogenation Catalyst Lifecycle Best Practices. J Energy Environ Chem Eng. 2024;9(3):70-79. doi: 10.11648/j.jeece.20240903.11
@article{10.11648/j.jeece.20240903.11,
author = {Abdulrahman Musa Muabber and Asim Jamil Alharbi and Dedik Rahmat Ermawan},
title = {SRU TGTU Hydrogenation Catalyst Lifecycle Best Practices
},
journal = {Journal of Energy, Environmental & Chemical Engineering},
volume = {9},
number = {3},
pages = {70-79},
doi = {10.11648/j.jeece.20240903.11},
url = {https://doi.org/10.11648/j.jeece.20240903.11},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.jeece.20240903.11},
abstract = {This report highlights the best practices captured in the management of Tail-Gas Treatment Unit (TGTU)’s hydrogenation CoMo catalyst throughout its lifecycle, these best practices were developed based on success story in operating the TGTU, which provides technical framework to manage TGTU unit performance throughout TGTU catalyst lifecycle. The aforementioned TGTU CoMo catalyst management best practices span across the whole catalyst lifecycle, starting from cradle stage of activating/sulphiding the fresh oxide-form catalyst up to grave stage of unloading & handling the spent catalyst to a safe location. Furthermore, stressing points have been provided to record special procedure to activate catalyst’s active sites (Cobalt & Molybdenum) in a process commonly known as “sulphiding”, as well as “passivation” procedure during TGTU catalyst unloading due to the presence of pyrophoric material such as Iron Sulphide (FeS) in the TGTU converter. This developed best practices provide solid reference point for future TGTU catalyst management throughout its lifecycle. Therefore, it can be adopted and consistently applied across other TGTU-based Sulfur Recovery Unit (SRU) plants in order to maintain the optimum Sulfur Recovery Efficiency (SRE), minimize plant downtime due to catalyst replacement and prevent unwanted environmental issues such as SOx emissions).
},
year = {2024}
}
TY - JOUR T1 - SRU TGTU Hydrogenation Catalyst Lifecycle Best Practices AU - Abdulrahman Musa Muabber AU - Asim Jamil Alharbi AU - Dedik Rahmat Ermawan Y1 - 2024/07/08 PY - 2024 N1 - https://doi.org/10.11648/j.jeece.20240903.11 DO - 10.11648/j.jeece.20240903.11 T2 - Journal of Energy, Environmental & Chemical Engineering JF - Journal of Energy, Environmental & Chemical Engineering JO - Journal of Energy, Environmental & Chemical Engineering SP - 70 EP - 79 PB - Science Publishing Group SN - 2637-434X UR - https://doi.org/10.11648/j.jeece.20240903.11 AB - This report highlights the best practices captured in the management of Tail-Gas Treatment Unit (TGTU)’s hydrogenation CoMo catalyst throughout its lifecycle, these best practices were developed based on success story in operating the TGTU, which provides technical framework to manage TGTU unit performance throughout TGTU catalyst lifecycle. The aforementioned TGTU CoMo catalyst management best practices span across the whole catalyst lifecycle, starting from cradle stage of activating/sulphiding the fresh oxide-form catalyst up to grave stage of unloading & handling the spent catalyst to a safe location. Furthermore, stressing points have been provided to record special procedure to activate catalyst’s active sites (Cobalt & Molybdenum) in a process commonly known as “sulphiding”, as well as “passivation” procedure during TGTU catalyst unloading due to the presence of pyrophoric material such as Iron Sulphide (FeS) in the TGTU converter. This developed best practices provide solid reference point for future TGTU catalyst management throughout its lifecycle. Therefore, it can be adopted and consistently applied across other TGTU-based Sulfur Recovery Unit (SRU) plants in order to maintain the optimum Sulfur Recovery Efficiency (SRE), minimize plant downtime due to catalyst replacement and prevent unwanted environmental issues such as SOx emissions). VL - 9 IS - 3 ER -
Fadhili Gas Plant Department, Saudi Aramco, Fadhili, Saudi Arabia
Biography: Abdulrahman Musa Muabber is a Natural Gas Process Engineer works with Saudi Aramco in Jafurah Gas Plant (JFGP) and assigned to Fadhili Gas Plant (FGP)’s Sulfur Recovery Unit (SRU) and Tail-Gas Treatment Unit (TGTU). He has also received specialized training as a Crude Distillation (CDU) & Hydroprocessing (HCK) Process Engineer, in addition to Power & RO Desalination Operations Engineer. Abdulrahman has graduated from Jazan University in 2023 with BSc in Chemical Engineering and First-Class Honor Degree.
Research Fields: Homogenous Catalytic Reactions, Oil & Gas (O&G) Industry, Sulfur Recovery Unit (SRU), Tail-Gas Treatment Unit (TGTU), Amine Systems

Fadhili Gas Plant Department, Saudi Aramco, Fadhili, Saudi Arabia
Biography: Asim Jamil Alharbi is a Loos Prevention Engineer with a Mechanical Engineering background graduated from King Fahd University of Petroleum & Minerals (KFUPM) with Second-Class Honor Degree. He is also a certified Mechanical Engineer by NCEES. Moreover, he worked in different operating facilities as a Process Engineer mainly at Ras Tanura Refinery (RTR) supporting utilities and product movement division and at Fadhili Gas Plant (FGP) supporting Gas Inlet and Sulfur Recovery Units. Also, he had an intense hand on experience as maintenance and Reliability engineer at Abqaiq Plant (ABQ).
Research Fields: Oil & Gas (O&G) Industry, Sulfur Recovery Unit (SRU), Health and Safety, Process Safety, Loss Prevention

Fadhili Gas Plant Department, Saudi Aramco, Fadhili, Saudi Arabia
Biography: Dedik Rahmat Ermawan is Process Engineer with 15 years of experience in world-wide Gas Processing and LNG industry. He has graduated with BSc in Chemical Engineering from Gadjah Mada University (UGM) and post graduate degree from University of Manchester with MSc in Advance Process Design and Integration. He has completed project and operation engineering cycle with numerous demonstrable technical competencies. Currently he is working with Saudi Aramco in Fadhili Gas Plant (FGP) providing technical support for 2.5 BSCFD Gas Processing and Sulphur Recovery Complex.
Research Fields: Sulfur Recovery Unit (SRU), LNG Technology, Dehydration Unit, Gas Sweetening Unit, Fractionation Process, Refrigeration Technology

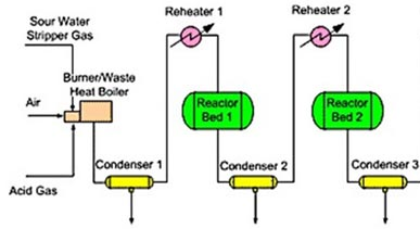
Figure 1. Claus Section Process Flow Diagram [4].
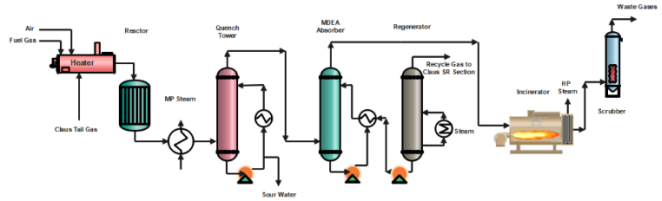
Figure 2. Process Flow Diagram (PFD) of TGTU and Incinerator Section [11].
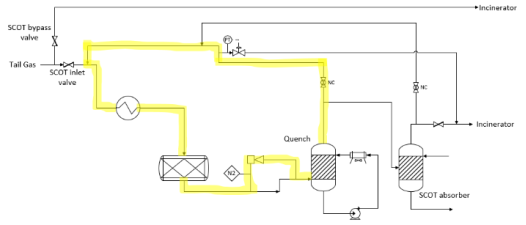
Figure 3. TGTU with Claus Tail Gas, Recycle Ejector and Steam Heater (short recycle loop).
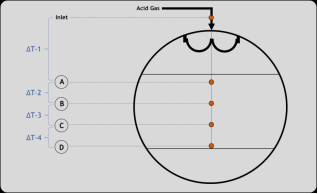
Figure 4. Converter Cross Section View with Thermocouples Distribution.
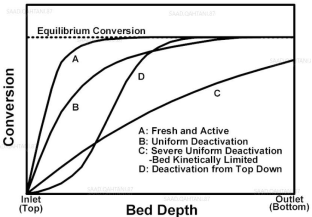
Figure 5. Catalyst Activity Profile Behaviors.
Information

